賽帝交通智能--專注散熱

散熱片,散熱器,散熱模組的專業(yè)生產(chǎn)廠家...
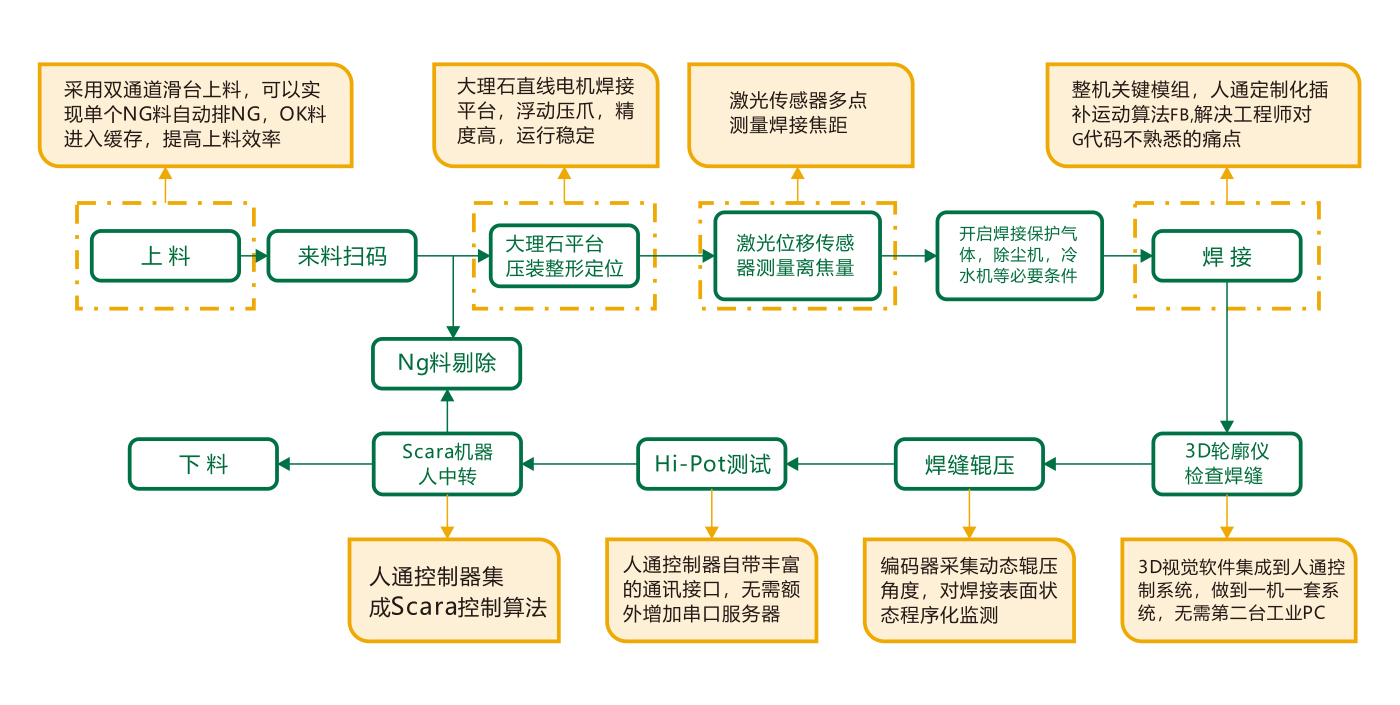
方形鋁殼鋰電池在制造組裝過程中,需要大量應(yīng)用到激光焊接工藝,例如:電芯軟連接與蓋板焊接、蓋板封口焊接、密封釘焊接等等。激光焊接是方形動力電池的主要焊接方法,歸功于激光焊接具有能量密度高,功率穩(wěn)定性好,焊接精度高,易于系統(tǒng)化集成等諸多優(yōu)點,在方形鋁殼鋰電池生產(chǎn)工藝中,有不可替代的作用。 頂蓋封口焊接焊縫是方形鋁殼電池中尺寸最長的焊縫,也是焊接耗時最長的焊縫。近年來鋰電制造行業(yè)高速發(fā)展,頂蓋封口激光焊接工藝技術(shù)及其裝備技術(shù)也在快速發(fā)展,我們根據(jù)裝備的焊接速度性能不同,將頂蓋激光焊接設(shè)備及工藝大概劃分為3個時代,焊接速度<100mm/s的1.0時代(2015-2017),100-200mm/s的2.0時代(2017-2018),以及200-300mm/s的3.0時代(2019-)


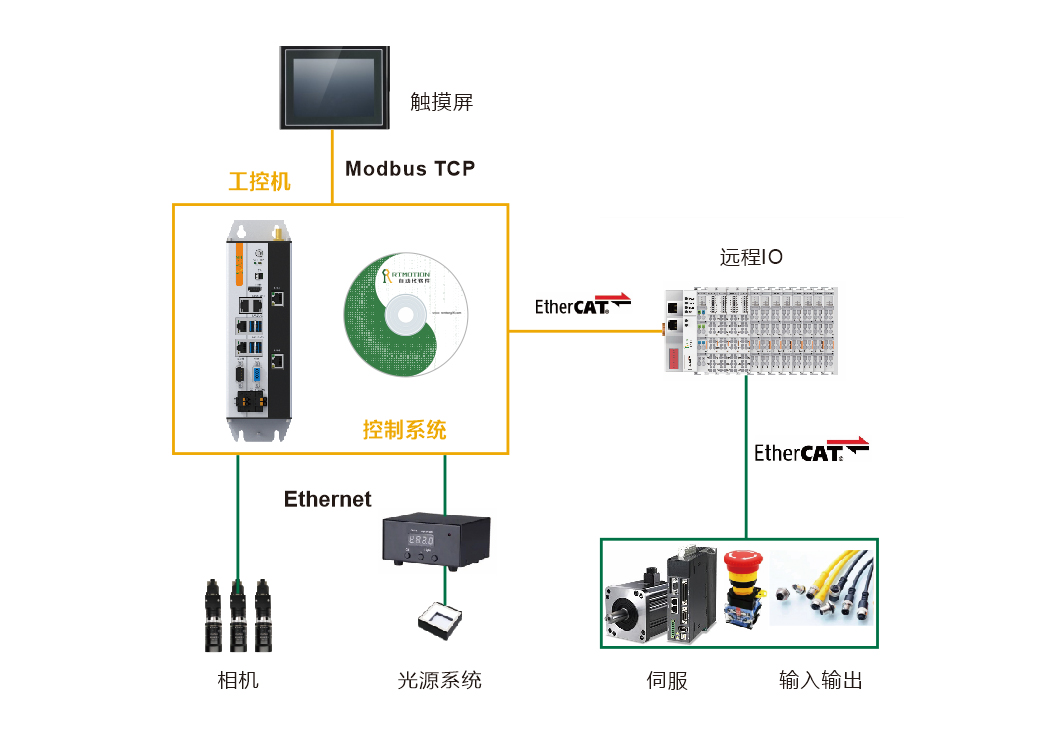
基于PC、ETHERCAT總線通訊、能同時帶256根伺服軸、云計算、大數(shù)據(jù)、深度學(xué)習(xí)、語言、視覺、傳感...